|
Selaco possesses 4 extrusion
lines extruding various shapes of aluminium section with different alloy
and temper. All presses are equipped with on-line billet saw or hot-shear
in order to optimise the input material. While all 4 presses are Taiwan
made (Cheng Hua (2200 Ton, 880 Ton), Yuan Shang (1800 Ton), Jin Jie (1375 Ton)), the associate equipment such as billet heater, puller,
ageing oven are of western origin. These include Granco-Clark and Gerref
of USA, Mechatherm of UK and Furnace Engineering of
Australia. |
|
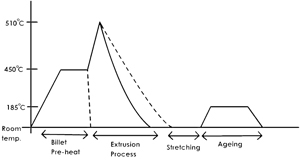
Aluminium extrusion process is a
heating cycle. Control of temperature at various stage is essential. At
the start of the process, aluminium billets are preheated up to about
450°C ~ 480°C while the die is heated to 430°C. As the billet is extruded
throught the die orfice, the extruate leaves the die at 510°C or higher.
Depending on the temper requirement (T5 or T6), forced air-cooling or
water quenching is employed to cool the extruate. Stretching is then
carried out at room temperature, straightening the extrusion to the
require straightness. After cutting to customer require length, artificial
ageing is done at about 185°C ~ 205°C for 3 to 6 hours depending on temper
requirement. During the ageing process, magnesium silicide (Mg2Si) Precipitates from solid solution at elevated
temperature to harden and strengthen the extrusion. This process is also
known as Precipitation Hardening. |